Welcome to NINGBO DINGDANG NEW MATERIAL TECHNOLOGY CO., LTD.!

Products
- Gas Hose
- cpvc pressure pipes and fittings
- forged flanges
- ppr pipe fittings
- hdpe pipe fittings
- pp compression fittings
- wood plastic composite
- plastic pipe cutter
- garden tools
- pvc pipe fittings
- plastic pipe welding machine
- brass fittings
- pneumatic components
- sanitary hoses
- spray guns
- abs faucets
- brass bibcocks
- ball valves
- gate valves
- stop valves
- check valves
- fire valves
- garden valves
- boiler drain valves
- sanitary faucets
- Sanitary Ware
- pressure gauge
- others



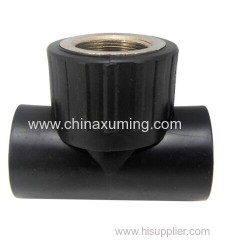
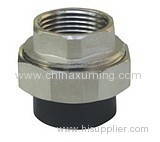
HDPE Socket Fusion 90 Degree Elbow Pipe Fittings
0.04~1.2 USD
Min. Order:
3000 Piece/Pieces
Trade Term:
FOB
Payment Terms:
L/C, T/T
Place of Origin:
Zhejiang, China (Mainland)
Means of Transport:
Ocean, Air
Production Capacity:
300000pcs/month
Packing:
carton
Delivery Date:
45 days
Head Code:
Others
Shape:
Equal
Technics:
Others
Type:
Elbow
Material:
HDPE80 or HDPE100
Connection:
Butt Fusion Injection
Brand Name:
OEM
Working Pressure:
SDR11,SDR17
Working Tempreture:
-40℃~40℃
Specifications:
DN20~DN110
Color:
Black
MOQ:
3000pcs per size
Working Life:
More than 50 years
Export Area:
All over the world
Port of Loading:
Ningbo or Shanghai

- Product Description
- Related Products
- Related Links
-
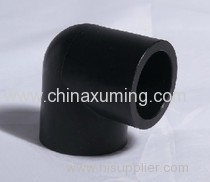
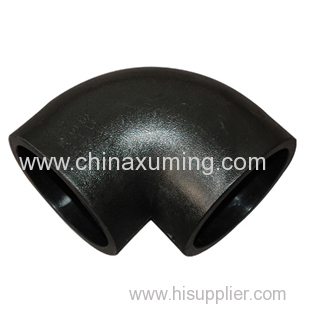
HDPE Socket Fusion 90 Degree Elbow Pipe Fittings
***Quality and Inspection of HDPE socket fusion 90 degree elbow pipe fittings
1.Check the socket member and the socket member whether positive
2.Between the socket member from the socket member and the molten material is extruded on the outer circumference should be uniform throughout the
3.The welding area should not have impurities, shrinkage or other damage
4.Should dissolve some phenomena soldering temperature is too high or too much pressure caused appear:
If the wall collapsed, curling too large or shape is not correct and so on.

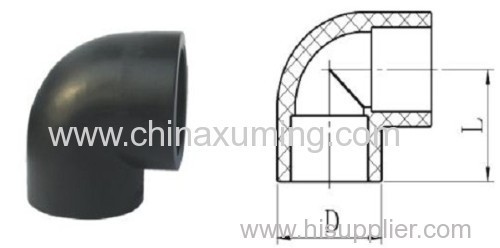
***Specifications of HDPE Socket 90 Degree Elbow Pipe Fittings

Size D(mm) L(mm) MOQ L20 26 25.5 3000pcs L25 32 29.5 3000pcs L32 41 35 3000pcs L40 51 41.5 3000pcs L50 63 49.5 3000pcs L63 79 60 3000pcs L75 88 60 3000pcs L90 105 74 3000pcs L110 127 90 3000pcs ***Melt socket connection
Nominal diameter of not more than 125mm of the pipe can be melt socket connection , which is less than the nominal diameter of the pipe 63mm socket connection can be manually melt auxiliary umbra tools , the nominal pipe diameter not less than 63mm should be mechanically melt socket connection. In recent years, melt socket connected to the town water supply polyethylene pipe connections , use less and less , but in building water supply polyethylene pipe connections , use the more common.
Hand melt socket welding generally include: heating plate and ring heater and the heating plate closely connected ; mechanical melt socket welding generally include: welding chassis , power ( hydraulic ) source , the heating plate and the ring heater . Melt socket welding main performance requirements are:
① annular heater surface temperature should be evenly coated with a release layer such as polytetrafluoroethylene , the maximum roughness (Ra) of 2.5μm;
② heating plate with circular heater should be able to closely, can effectively transfer heat ;
③ mechanical melt socket welding fittings should also be able to ensure straightness , and make the socket before connecting umbra .
Melt fusing temperature is generally socket connection 260 ± 10 ℃.
***HDPE pipe fused socket connection process:
Check --- cut pipe --- clean joints --- pipe fittings set into --- correction --- powered welding --- cooling
Accordance with the relevant provisions of China's: 63mm diameter or less can not be used Butt; 63 above can be used Butt caliber, you can also use other welding methods. The following 63 caliber because the wall is too thin, relatively speaking, is not easy to control the quality of the weld is formed using a method Butt weld flange inner wall of the proportion attributable to the effective flow cross-section is too high, improper welding more likely to cause obstruction, so strictly speaking, they do not melt socket best method, because the plug-in will be a certain flange.
63 The following is the best welding diameter fused welding, using fused welder, matching the corresponding fused sleeve pipe, there is no condition, then using hot-melt socket weld, if the environment is not required, the pressure in the pipeline not high, then you can also use PE swelling joints.